

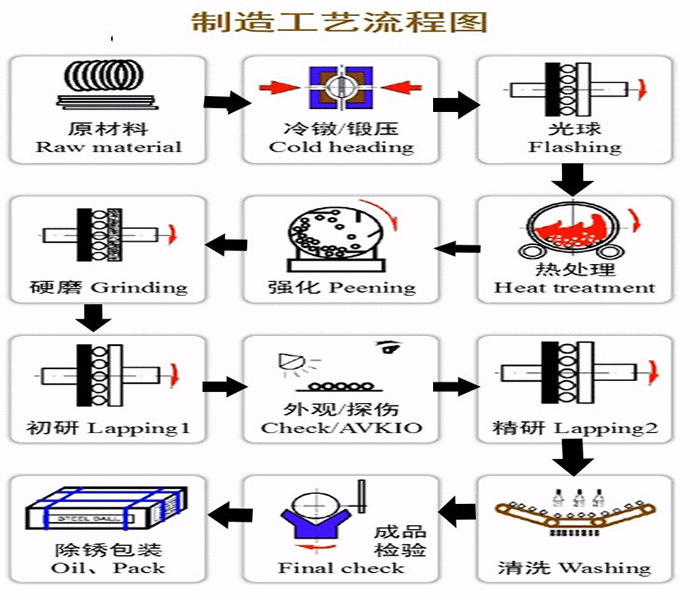
鋼球の簡単な製造工程
ボールブランク成形→リング除去→粗研削→軟研削→ボールブランク成形→平滑ボール(またはヤスリ→軟研削)→硬研削→精密研削→精密研削(または研磨)→超精密研削。
鋼球の詳しい製造工程
1. 伸線: 伸線機を使用してワイヤを希望の直径に引き伸ばします。
2. 冷間圧造(鍛造):引き抜いたワイヤーを鋼球冷間圧造機に入れ、機械内の鋼金型を使用してボールブランクに鍛造します。
3. ライトボール:ライトボールマシン内の 2 つの鋳鉄研削ボール円形プレートが冷間圧造胚をプレスし、やすりで胚の外輪と 2 本の極を除去します。
4. ソフトボール: ソフトボールマシン内の 2 つの鋳鉄研削ボール円形プレートが光ボールの胚をヤスリで研磨し、必要なボール直径と表面粗さにします。
5.熱処理:ボールを熱処理炉に入れ、浸炭、焼き入れ、焼き戻しを行い、一定の浸炭層、硬度、靭性、および圧壊荷重を与えます。
6. ハード研削:研削盤内の砥石ディスクは、熱処理されたボールブランクを加圧して研削し、ボール表面の黒色酸化層を除去し、ボールの精度を修正します。
7. 精密研削/研磨洗浄: 精密研削: 完成品の必要な精度と滑らかさを達成するために、精密研削盤で研削ボールの胚を研削します。
研磨と洗浄:ボールを研磨ドラムに入れて回転させ、研磨洗浄剤と水で球面を洗浄し、きれいで光沢のある状態にします。
8. 外観の選択:手動の目視検査を使用して鋼球の表面に欠陥がないか確認し、マイクロメーターを使用して真円度、バッチ直径のばらつきを測定し、最終検査として表面粗さ計を使用して表面粗さを検出します。
9. 梱包: 鋼球/ステンレス鋼球/ベアリング鋼球に防錆油を塗布し、段ボール箱または不織布袋に梱包します。
技術の発展に伴い、機器製造業界における大型高耐久軸受の需要は量と質の両面でさらに増大しており、それに応じて大型軸受鋼球を支持するための量と品質の要求も高める必要があります。鋼球バッチの直径のばらつきが小さく、鋼球の表面粗さが小さく、精度が高く、鋼球の中心硬度と表面硬度の差が小さいことが必要です。大型ベアリング鋼球の直径は150MM-200MMに達しました。
大径軸受鋼球は通常仕様とは製造工程が異なります。次のような比較が行われます。
1. 大型ベアリング鋼球の製造プロセス:
切削 - 鍛造 - 焼鈍 - 旋削加工 - 熱処理 - 硬質研削 - 初期研究 - 精密研究;
2. 通常仕様の軸受鋼球の製造プロセス:
伸線加工 - 冷間圧造 - ライトボール - ソフトボール - 熱処理 - 硬研削 - 微研削;
輸入ベアリング鋼球の製造工程
1) 輸入ベアリング鋼球を使用した製造設備
2) まず、油圧シリンダをジョグして、ベアリング鋼球が 2 つの研削プレートの間に配置されるまで研削プレートを前進させます。
3) ボール排出口は緩んだ状態で取り付けてください。スピンドルをジョギングして 2 つの研削プレートの間のスペースを鋼球で満たし、ボールの出口を調整します。
ボール回収刃は砥石板(または砥石)の端面に密着してボール出口に固定されています。この時点で、2 つの研削プレートに圧力を加えてクロム鋼球を回転させることをお勧めします。
4) 保護カバーを閉じ、水ポンプを起動し、材料トレイを起動し、主軸を起動します。
5)各工場のプロセス習慣に従って、スピンドルと材料トレイの速度を調整し、ガイドプレートの各溝に鋼球が均等に分布するようにボールの量を調整します。
均一に分布しており、重なり合っていません。
6) 研削圧力を調整し、操作パネルの圧力スイッチを開位置にし、油圧ステーションパネルの増圧バルブを調整して上昇させます。
各工場で圧力を指定してロックし、起動時の圧力を維持するための油圧システムに注意してください。
7) 通常の使用条件では、運転状態、圧力、ホストのスムーズな出入りを定期的に観察する必要があります。
8) 鋼球が規定のサイズと表面品質に達したら、まず使用圧力を下げ、次に主停止ボタンを押します。
9) ベアリング鋼球を取り出す容器を準備します。